 数控小龙门、850加工中心生产厂家
数控小龙门、850加工中心生产厂家


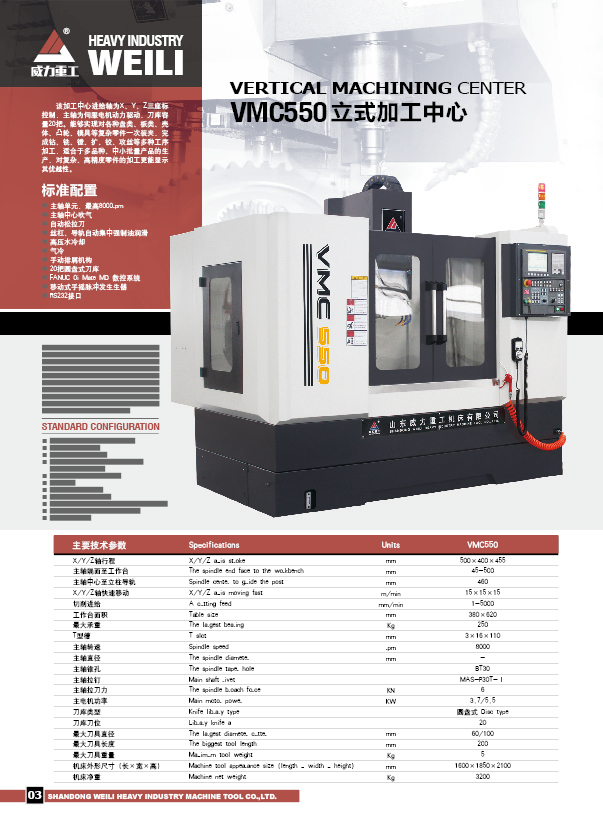
VMC550立式加工中心
产品分类: 立式加工中心
内容简介:
VMC550立式加工中心机床基础件均采用高强度铸件,超宽的机床底座设计,单立柱结构配有高速主轴为机床提供最佳的结构支撑及最佳的切削...
订购热线:0632-5850025
VMC550立式加工中心加工优点:工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换刀具,自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其他辅助机能,依次完成工件几个面上多工序的加工。并且有多种换刀或选刀功能,从而使生产效率大大提高
VMC550立式加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产
VMC550立式加工中心结构与性能特点:
1、立式加工中心机床基础件均采用高强度铸件,超宽的机床底座设计,单立柱结构配有高速主轴为机床提供很佳的结构支撑及很佳的切削刚性表现。
2、床身、立柱、滑座、加工中心工作台及主轴箱内具有加宽加强筋和角支撑板,各结合面均经过手工刮研,保证了整体结构的刚性和精度的保持。
3、X、Y、Z三向导轨采用直线滚柱导轨副,线轨宽度45,高度38,由台湾上银HIWIN制造,大大提高了机床的加工精度和工作效率。三向进给采用台湾名牌大螺距、高精度滚珠丝杠,三轴伺服电机与丝杠采用直联形式,采用进口无间隙弹性联轴器,传动无间隙,转动惯量小,传动刚度高,保证了机床的定位精度;丝杠支承采用预拉伸结构,大大降低了机床长时间运转中热变形对精度的影响。
4、立式加工中心主轴采用台湾8000rpm高速、高精度主轴单元,配有日本进口NSK轴承,自动打刀装置。主轴采用中心吹气结构,换刀前对主轴内锥孔和刀具柄部进行清洗,去除残留物,确保主轴的高精度和刚性。
5、机床冷却采用斯特尔 CBK4 40/4大流量冷却泵,高压冲屑并充分提供冷却。
6、高速加工中心机床润滑采用电动泵集中自动润滑装置,定时、定量的对丝杠和导轨面自动间歇式润滑,稳定、可靠。
7、X、Y、Z三轴导轨丝杠都采用密闭防护、保证丝杠及导轨的清洁,确保机床的传动及运动精度,机床外防采用全封闭结构设计,安全可靠。
8、数控系统标准配置广数25i控制系统功能齐全,操作简便,具有DNC在线加工功能。
9、刀库采用台湾名牌斗笠刀库,刀库容量为16把刀,换刀时间短、准确、可靠性高。



VMC550立式加工中心主要技术参数:
| 机型 | VMC550 | |
| X轴行程 | 550 mm | |
| Y轴行程 | 400 mm | |
| Z轴行程 | 500 mm | |
| 主轴鼻端至台面 | 100-600 mm | |
| 主轴中心至立柱 | 467 mm | |
| 工 作 台 | ||
| 工作台尺寸 | 800×400 mm | |
| T型槽 | 3-14-125 mm | |
| 工作台很大载重 | 300㎏ | |
| 主 轴 | ||
| 标配主轴 | 皮带式 | |
| 主轴锥度 | BT40-120 | |
| 主轴转速 | 8000rpm | |
| 进 给 速 度 | ||
| 切削速度 | 1-10m/min | |
| 三轴快移速度 |
X/Y:36/36m/min Z: 30m/min |
|
| 滚珠螺杆直径/螺距 | X,Y,Z:Ф32mm/12mm | |
| 其 它 规 格 | ||
| 所需气压 | 6 kgf/cm2 | |
| 机械重量 | 约4000kg | |
| 占地面积 | 约2150×1800mm | |
| 机器高度 | 2400mm | |
VMC550立式加工中心机床性能:
◆优质铸件:全机采用GB300 高级树脂砂造型铸件,经回火处理及振动与自然时效处理消除内应力。
◆超宽底座:一体成型铸件,提供很稳固的荷重支撑能力,加上导水盘设计,切削液不外漏。
◆人字型立柱:加宽结合面跨距,提升机床刚性。
◆Y轴马达后置:缩短上下工件间距,提升加工便利性。
◆日系铲花制程:台湾专人手工作业,维持机身很佳精度及耐久性。
◆台制C3级滚珠螺杆:采用台制C3级滚珠丝杆,三轴采用台制12螺距Φ32滚珠螺杆,三轴很高位移速度可达48m/min(选配),保证轴向运行精准度。
◆台制伸缩护罩:三轴采用台制护罩,延长使用寿命,Y轴后护罩采用单片式人字型及全轨支撑,达到有效防护易于排屑,便于维修。
◆内藏式配重:配重附导杆,上下移动时配重不晃动。
◆机体油水分离:机体油水分离设计,斜角排屑口与冲屑全方面设计,集结机体刚性,排屑容易及切削液不易发臭不外漏等众多优点。
◆台制主轴:采用P4级轴承组装主体,确保各转速的低震动,采用高刚性,高精度台制主轴,。
◆管线内藏式:避免铁屑及切削液侵蚀管线的疑虑。
◆方便加工:可配刀臂式刀库和第四轴,适合大中小型工件的快速批量生产;亦可选配合适的主轴,执行各种高低硬度等材质工件的微量高速加工,是模具加工应用不可或缺的选择。
◆优质铸件:全机采用GB300 高级树脂砂造型铸件,经回火处理及振动与自然时效处理消除内应力。
◆超宽底座:一体成型铸件,提供很稳固的荷重支撑能力,加上导水盘设计,切削液不外漏。
◆人字型立柱:加宽结合面跨距,提升机床刚性。
◆Y轴马达后置:缩短上下工件间距,提升加工便利性。
◆日系铲花制程:台湾专人手工作业,维持机身很佳精度及耐久性。
◆台制C3级滚珠螺杆:采用台制C3级滚珠丝杆,三轴采用台制12螺距Φ32滚珠螺杆,三轴很高位移速度可达48m/min(选配),保证轴向运行精准度。
◆台制伸缩护罩:三轴采用台制护罩,延长使用寿命,Y轴后护罩采用单片式人字型及全轨支撑,达到有效防护易于排屑,便于维修。
◆内藏式配重:配重附导杆,上下移动时配重不晃动。
◆机体油水分离:机体油水分离设计,斜角排屑口与冲屑全方面设计,集结机体刚性,排屑容易及切削液不易发臭不外漏等众多优点。
◆台制主轴:采用P4级轴承组装主体,确保各转速的低震动,采用高刚性,高精度台制主轴,。
◆管线内藏式:避免铁屑及切削液侵蚀管线的疑虑。
◆方便加工:可配刀臂式刀库和第四轴,适合大中小型工件的快速批量生产;亦可选配合适的主轴,执行各种高低硬度等材质工件的微量高速加工,是模具加工应用不可或缺的选择。

VMC550立式加工中心作业前准备事项:
1、操作前必须熟悉VMC650线轨加工中心的一般性能、结构、传动原理及控制程序,掌握各操作按钮、指示灯的功能及操作程序。在弄懂整个操作过程前,不要进行机床的操作和调节。
2、开动机床前,要检查机床电气控制系统是否正常,润滑系统是否畅通、油质是否良好,并按规定要求加足润滑油,各操作手柄是否正确,工件、夹具及刀具是 否已夹持牢固,检查冷却液是否充足,然后开慢车空转3~5分钟,检查各传动部件是否正常,确认无故障后,才可正常使用。
3、程序调试完成后,必须经指导老师同意方可按步骤操作,不允许跳步骤执行。未经指导老师许可,擅自操作或违章操作,成绩作零分处理,造成事故者,按相关规定处分并赔偿相应损失
4、加工零件前,必须严格检查机床原点、刀具数据是否正常并进行无切削轨迹仿真运行。
-
- VMC550立式加工中心
- VMC550立式加工中心机床基础件均采用高强度铸件,超宽的机床底座设计,单立柱结构配有高速主轴为机床提供最佳的结构支撑及最佳的切削...
-

- VMC650立式加工中心
- VMC650立式加工中心是为高效率加工需求的产业所设计的新型数控系列产品之一,整体布局紧凑合理,质量性能稳定可靠,可实现X、Y、Z三轴...
-

- VMC1060立式加工中心
- VMC1060立式加工中心一般由床身、主轴箱、工作台、底座、立柱、横梁、进给机构、自动换刀装置、辅助系统(气液、润滑、冷却)、控制系...

新闻推荐
联系威力重工
全国咨询热线:0632-5850025
手机:18306370868
QQ:2839196322
地址:山东省滕州市经济开发区春藤东路999号

微信扫描添加到手机通讯录
